Slurry pump manufacturers serve as beneficial partners for industries such as mining, mineral processing, oil and gas, construction, and municipal engineering, where the transport of abrasive, high-density slurries is a core requirement. These environments impose severe mechanical and hydraulic stresses, making pump reliability, wear resistance, and efficiency essential. To address these demands, manufacturers utilize advanced metallurgy, elastomeric linings, optimized impeller geometries, and heavy-duty bearing assemblies, all designed to minimize downtime and extend service life. Evaluating different suppliers on parameters such as material science innovation, hydraulic efficiency, and lifecycle cost performance is fundamental for engineers and procurement teams seeking long-term operational reliability.
Today, the global network of slurry pump manufacturers offers not only strong equipment but also comprehensive support services that help organizations to maximize uptime. Many of these solutions are delivered in partnership with established slurry pump companies that focus on engineering expertise and sector-specific requirements. Meanwhile, reliable slurry pump distributors ensure that procurement teams have access to spare parts, technical assistance, and timely delivery, all of which are crucial factors in determining the success of large-scale projects.
This blog explores how the leading slurry pump manufacturers are transforming and giving new direction to the industry, from technological innovations to regional market growth. Analyzing the methods of leading slurry pump companies, as well as the crucial role of slurry pump distributors, provides procurement chiefs, contractors, and government clients practical insights to inform their sourcing and investment decisions.

- Aligning Pump Choices with Long-Term Productivity and Cost Efficiency
- Comparing Pump Technologies for Efficiency, Durability, and Project Fit
- Regional Strengths and Global Supply Networks
- Emerging Markets and Increasing Demand in Mining, Energy, and Infrastructure
- Lessons from Leading Pump Manufacturers for Procurement Teams
- Material, Digital, and Sustainability Innovations Driving the Future
- Strategic Approaches to Selecting Slurry Handling Solutions
- Maximizing ROI Through Operationally Reliable Pump Solutions
Aligning Pump Choices with Long-Term Productivity and Cost Efficiency
In mining, oil and gas, construction, and municipal operations, selecting reliable pumping equipment can make the difference between efficient project delivery and costly downtime. Heavy-duty applications require solutions specifically designed for abrasive and high-solid-content mixtures, which is why procurement managers consistently evaluate trusted slurry pump manufacturers when planning large-scale investments. Choosing suppliers with proven expertise helps organizations lower maintenance costs, extend equipment life, and achieve stronger returns on capital projects, while also mitigating risks associated with unplanned shutdowns or equipment failure.
Apart from the initial purchase, many slurry pump companies now provide comprehensive lifecycle support, including predictive maintenance programs, wear-part replacement schedules, and technical training for operational teams. These services ensure that pumps continue to operate at peak efficiency, even in harsh or continuously demanding environments. In parallel, slurry pump distributors enhance project reliability by maintaining local inventories, shortening lead times, and ensuring critical spares are always available. The combined support from manufacturers, companies, and distributors establishes a resilient supply chain that directly influences operational performance and project timelines.
For decision-makers, evaluating leading slurry pump manufacturers goes beyond price considerations. Factors such as energy efficiency, material wear resistance, modular design for easy upgrades, and after-sales service all contribute to determining the total cost of ownership. A strategic approach that integrates manufacturer expertise, company support, and distributor accessibility enables organizations to select pumping systems that optimize both operational efficiency and financial outcomes.
Moreover, modern heavy industries increasingly rely on advanced monitoring and diagnostic technologies provided by manufacturers and supported through distributors. Real-time performance tracking, remote troubleshooting, and data-driven maintenance recommendations allow teams to anticipate issues before they escalate, further reducing downtime and protecting ROI.
Ultimately, slurry pump manufacturers selection is not merely a procurement decision; it is a strategic choice that directly impacts long-term productivity, operational resilience, and overall project success of your firm. Aligning with the right manufacturers, leveraging company expertise, and collaborating with responsive distributors ensures that heavy industries maintain high standards of performance, reliability, and cost-effectiveness throughout the lifecycle of their pumping systems.
Comparing Pump Technologies for Efficiency, Durability, and Project Fit
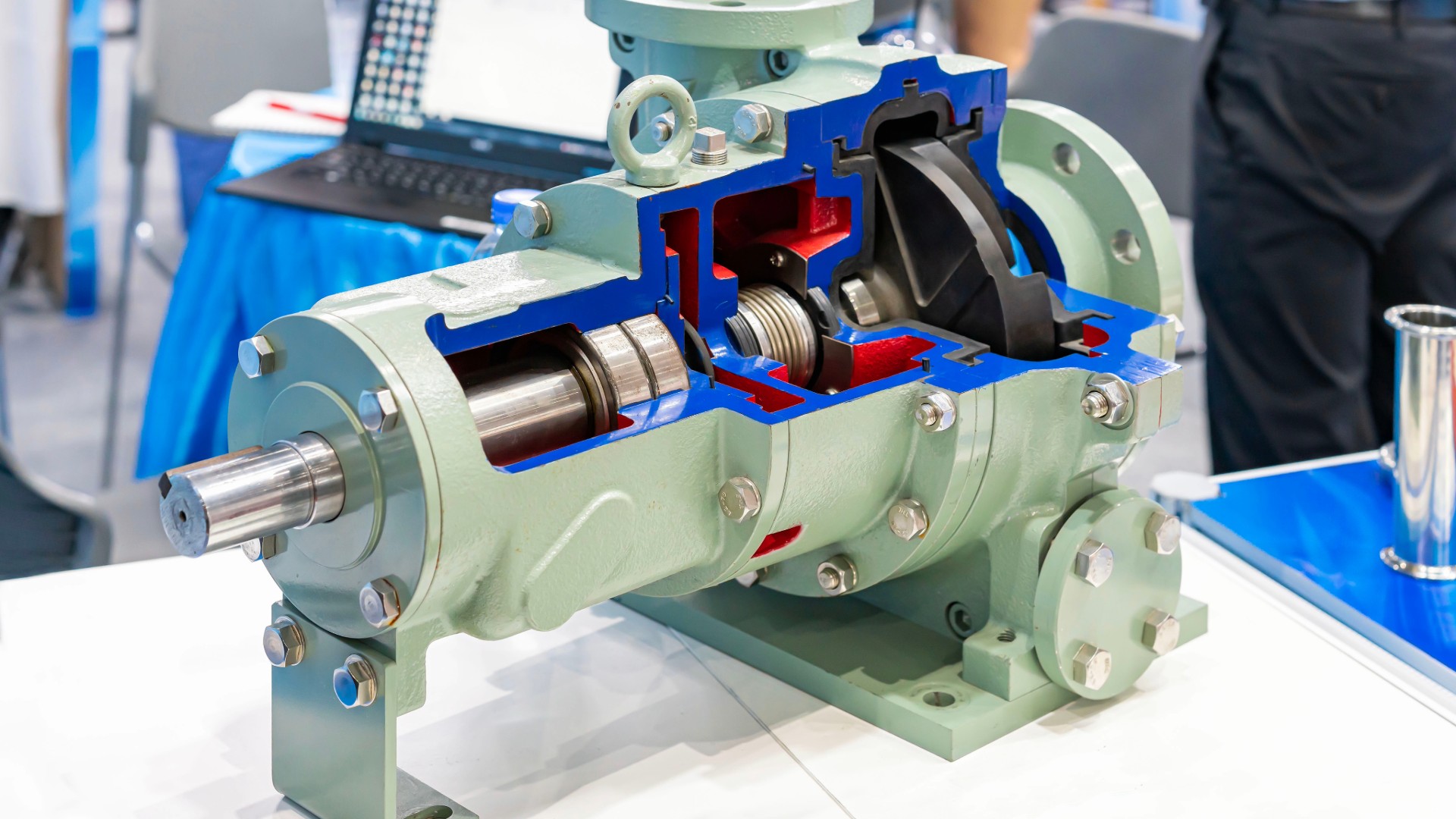
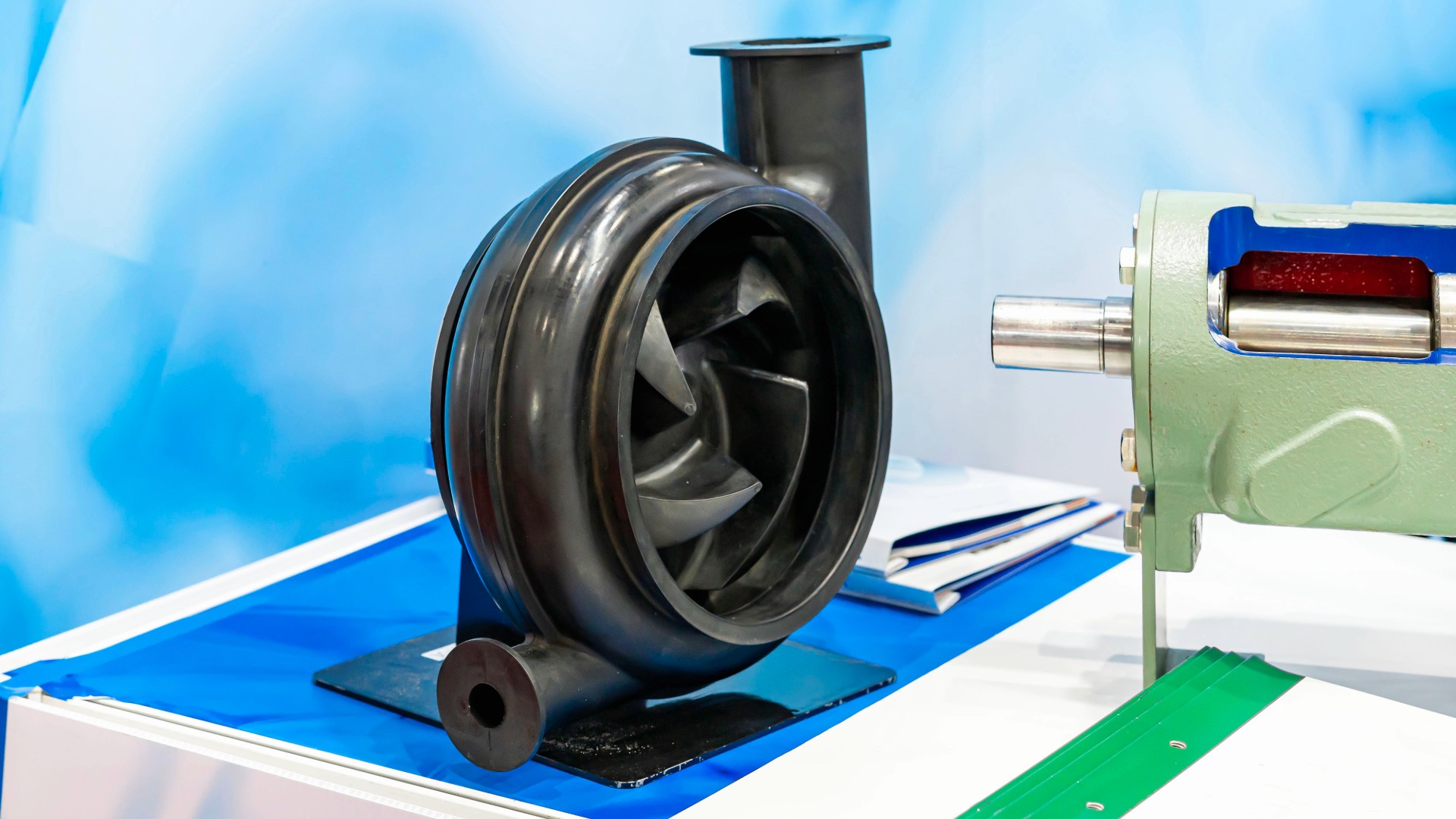
Among the many solutions offered by global slurry pump manufacturers, centrifugal slurry pumps remain the industry standard for most applications. Their ability to handle abrasive and high-solid-content mixtures efficiently while maintaining consistent flow rates makes them the preferred choice in mining, energy, and municipal projects. Leading slurry pump manufacturers design these pumps with wear-resistant alloys, advanced sealing systems, and modular configurations, enabling an extended lifespan, simplified maintenance, and reduced operating costs throughout the equipment’s lifecycle.
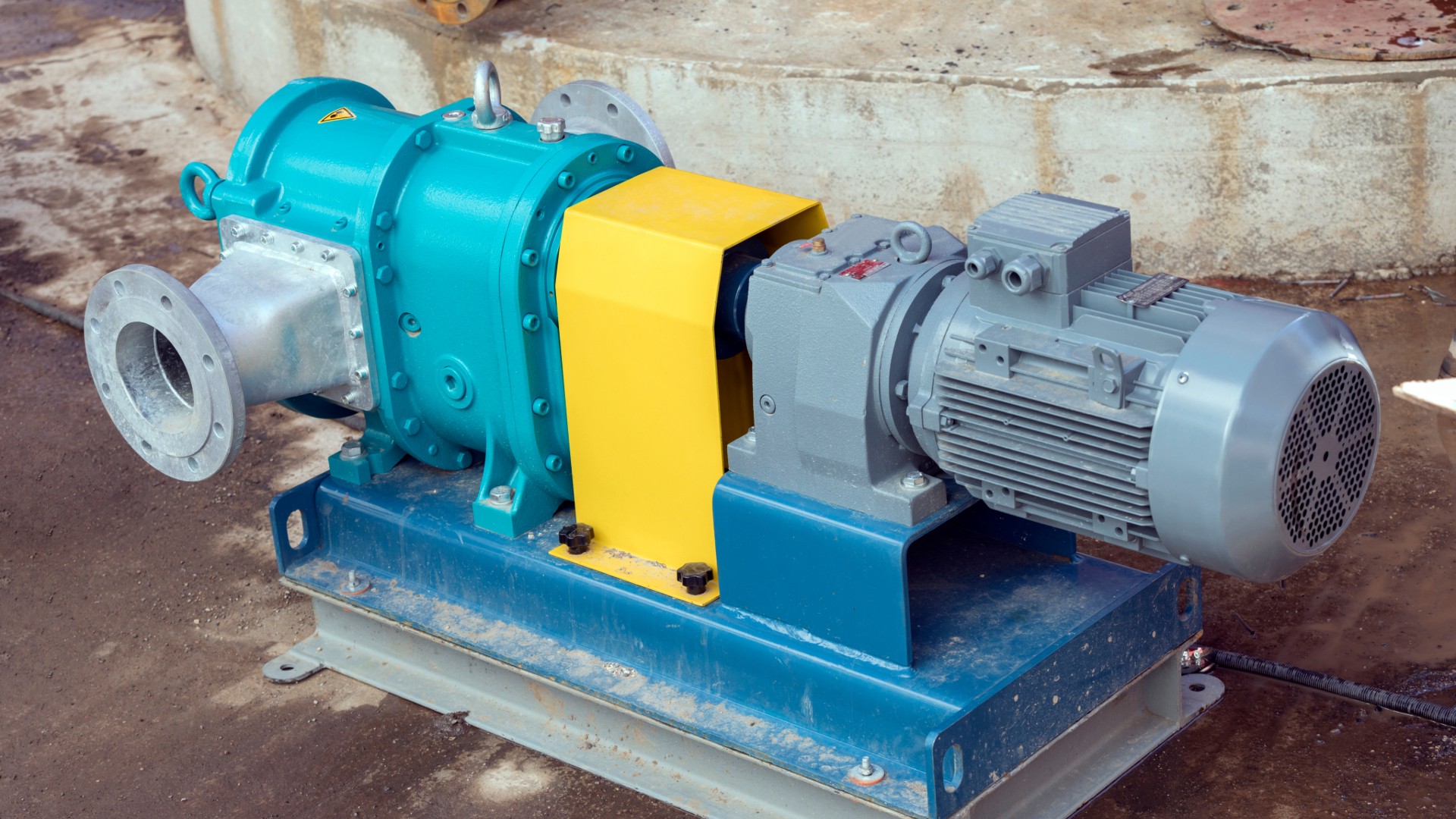
However, not all project conditions are ideally suited for centrifugal designs. Certain environments require specialized approaches to manage extremely viscous or highly abrasive slurries. Some slurry pump companies specialize in developing positive displacement pumps that offer precise flow control in demanding applications. In contrast, others offer peristaltic or submersible designs optimized for confined spaces, high solids concentration, or corrosive conditions. These alternatives, although more specialized, enable operators to match equipment closely to operational requirements, reducing wear and preventing unscheduled downtime.
In such cases, the expertise of slurry pump distributors becomes a critical factor. Distributors not only provide access to a wider range of pump technologies but also offer guidance on selection, installation, and maintenance, helping procurement teams choose solutions that deliver the best combination of efficiency, durability, and reliability.
For procurement managers, comparing offerings from multiple slurry pump manufacturers ensures the suitability of the equipment and mitigates risks associated with premature failure or operational inefficiencies. Whether sourcing high-capacity centrifugal units or evaluating niche alternatives from trusted slurry pump companies, the involvement of experienced slurry pump distributors is key to aligning technical specifications with long-term performance objectives. The balance between operational efficiency, adaptability, and cost-effectiveness underscores why selecting the appropriate pump technology remains a crucial decision for industries worldwide that rely heavily on heavy machinery.

Regional Strengths and Global Supply Networks
The slurry pump market is increasingly influenced by regional expertise, where leading slurry pump manufacturers provide the backbone for industrial, mining, and municipal operations. In regions experiencing rapid infrastructure growth and resource development, the demand for strong and reliable pumping solutions has accelerated. Established industrial hubs host major slurry pump manufacturers that deliver large-scale production capabilities, while emerging markets are introducing competitive alternatives that combine cost efficiency with high performance.
Procurement teams frequently rely on global slurry pump manufacturers to access a wide array of solutions capable of handling diverse project conditions. Many of these manufacturers collaborate closely with specialized slurry pump companies, which provide engineering support and project-specific recommendations, ranging from heavy-duty mining operations to municipal water and wastewater systems. This collaboration ensures pumps are matched precisely to operational requirements, reducing maintenance risks and improving lifecycle performance.
The role of distribution channels is also important. Experienced slurry pump manufacturers collaborate with distributors to maintain local inventories, provide timely technical assistance, and ensure the ready availability of replacement parts. By leveraging these networks, organizations can minimize delays and respond quickly to evolving project demands, even in remote or challenging locations.
For decision-makers in mining, oil and gas, or municipal sectors, evaluating regional capabilities alongside global networks of slurry pump manufacturers provides insight into supply chain stability and service reliability. Partnering with a knowledgeable slurry pump company ensures access to advanced solutions and technical expertise, enabling organizations to secure both operational performance and logistical support needed to optimize project outcomes.
Emerging Markets and Increasing Demand in Mining, Energy, and Infrastructure
The global demand for slurry pumps is steadily increasing, driven by the expansion of mining, mineral processing, energy, and infrastructure projects. Analysts estimate the industry to reach nearly USD 2 billion in the coming years, reflecting strong growth across both established and emerging markets. These trends highlight the increasing reliance on durable, high-performance solutions provided by leading slurry pump manufacturers, whose innovations enable industries to manage abrasive and high-solid-content slurries with enhanced efficiency and reliability.
As project scales increase, procurement teams are placing greater emphasis on solutions that combine performance with lifecycle value. Global slurry pump manufacturers now offer advanced designs that improve energy efficiency, reduce wear, and minimize maintenance requirements. Many manufacturers also provide technical support and documentation, helping decision-makers evaluate long-term costs and operational benefits before committing to major investments.
In addition, global slurry pump companies are responding to industry needs with tailored solutions for specific applications, such as high-viscosity slurries, confined installations, or corrosive environments. Their expertise allows organizations to select pumps that meet project-specific requirements while maintaining efficiency and reducing downtime. Complementing these efforts, slurry pump distributors ensure access to spare parts, maintenance support, and timely delivery, which are critical for sustaining continuous operations in remote or high-demand locations.
For procurement heads, engineers, and project managers, the growing global presence of established slurry pump manufacturers provides not only technological innovation but also confidence in supply chain reliability. By leveraging the combined capabilities of experienced slurry pump companies and well-positioned slurry pump distributors, organizations can ensure that operational demands are met, risks are minimized, and project timelines remain on track.
Lessons from Leading Pump Manufacturers for Procurement Teams
In the competitive landscape of industrial pumping solutions, certain slurry pump manufacturers distinguish themselves through innovation, production capacity, and global reach. These manufacturers lead the market by delivering high-performance equipment capable of handling abrasive, high-density slurries across diverse industries. Their focus on advanced materials, modular designs, and energy-efficient systems sets the benchmark for both reliability and operational efficiency.
Top slurry pump manufacturers often integrate digital monitoring and predictive maintenance features into their designs, allowing operators to optimize performance and minimize downtime. Global slurry pump companies leverage extensive research and development capabilities to adapt solutions for specific project conditions, ranging from high-viscosity slurries to challenging environmental constraints. Complementing these efforts, slurry pump distributors provide critical support by maintaining regional inventories, supplying spare parts, and offering technical guidance to ensure seamless operations.
For procurement heads and project managers, partnering with leading slurry pump manufacturers provides not only equipment excellence but also confidence in supply continuity. By evaluating the capabilities of forward-thinking slurry pump companies and coordinating with well-established slurry pump distributors, organizations can align project requirements with operational performance and long-term cost efficiency.
Material, Digital, and Sustainability Innovations Driving the Future
The slurry pump manufacturers’ industry has been evolving swiftly, driven by technological upgrades, sustainability requirements, and increasing demand for higher efficiency. Leading slurry pump manufacturers are investing in wear-resistant materials, corrosion-resistant coatings, and modular designs that simplify maintenance and extend service life. These innovations help industries reduce operational costs while handling increasingly abrasive or viscous slurries with confidence.
In addition to material improvements, top slurry pump manufacturers are adopting digital technologies, including IoT monitoring, predictive maintenance, and remote diagnostics. These tools enable real-time performance tracking, reducing downtime and supporting data-driven decision-making. Forward-looking slurry pump companies are also emphasizing energy-efficient designs to meet environmental regulations and corporate sustainability goals. Supporting this trend, experienced slurry pump distributors provide critical guidance on selecting, installing, and maintaining these advanced systems.
Procurement and project managers are increasingly looking for slurry pump manufacturers that combine technical innovation with proven reliability. By collaborating with adaptive slurry pump companies and responsive slurry pump distributors, organizations can access modern pumping solutions that enhance operational efficiency, improve ROI, and address the evolving demands of mining, construction, and municipal projects worldwide.
Strategic Approaches to Selecting Slurry Handling Solutions
For procurement heads and project managers, selecting the right slurry pump manufacturers requires a strategic and well-informed approach that extends beyond initial pricing. Understandably, evaluating leading slurry pump manufacturers involves a careful assessment of performance metrics, material durability, operational efficiency, and total lifecycle costs. But it is evident that by prioritizing these factors, organizations can minimize unexpected downtime, enhance energy efficiency, and maximize their long-term return on investment.
Experienced providers often supply technical documentation, testing data, and case studies that allow buyers to compare options based on real-world performance. Understanding the operational environment, such as slurry abrasiveness, solids concentration, flow rates, and site-specific constraints, enables teams to select equipment that precisely matches project requirements. Proper alignment reduces maintenance risks, extends equipment life, and ensures consistent reliability in demanding applications.
Access to regional and global distribution networks improves project success. Distributors play an important role in inventory management, technical assistance, and assuring the timely availability of replacement parts. This logistical dependability reduces the danger of costly project delays, allowing firms to scale operations more effectively as demand grows or project scope extends.
When comparing bids from various slurry pump manufacturers, stakeholders should look for advanced features, including modular designs for flexible installation, simplified maintenance, energy-efficient operation, and digital monitoring systems for real-time performance tracking. Assessing these areas enables long-term operational efficiency, allowing businesses to make informed decisions that align with their strategic goals.
By incorporating these factors, procurement and project teams can select pumping systems that deliver high performance, operational continuity, and cost-effectiveness. A well-structured evaluation process, backed by manufacturer experience and strong distribution networks, guarantees that projects are completed swiftly, safely, and with the most return on investment.
Maximizing ROI Through Operationally Reliable Pump Solutions
Selecting reliable pumping solutions is the main focus in achieving operational excellence across mining, oil and gas, construction, and municipal projects. The choice of high-quality equipment has a direct impact on longevity, energy efficiency, and overall project performance. Organizations that work with innovative slurry pump companies gain access to advanced technologies, including wear-resistant materials, modular designs, and digital monitoring systems, all of which optimize the handling of abrasive or high-density slurries.
Strategically aligning with trusted slurry pump distributors ensures a resilient supply chain, timely maintenance support, and ready access to critical spare parts. This collaboration enables project teams to respond quickly to unexpected challenges, minimize unplanned downtime, and maintain continuous operations even under the most demanding conditions. By leveraging the capabilities of experienced slurry pump companies and responsive slurry pump distributors, decision-makers can secure both operational reliability and long-term cost efficiency.
This integrated approach enables organizations to maximize ROI by reducing lifecycle costs, improving operational consistency, and ensuring that projects remain on schedule. Moreover, it emphasizes the importance of selecting well-engineered slurry pump solutions that not only meet current project requirements but also adapt to evolving operational demands. By prioritizing performance, durability, and support, organizations reinforce high operational standards and underscore the crucial role that thoughtfully sourced slurry pump companies and their distribution networks play in heavy industrial applications.